☞ Prednost
1. Varnost
Jeklena cev zagotavlja zmogljivost tehtanja, plastična površina je gladka, da se zmanjšajo poškodbe površine delov in poškodbe delavcev na delovnem mestu.
2. Standardizacija
Upoštevajte zahteve ISO9000 in QS9000.Zaradi standardnega premera in dolžine ter standardnega ujemajočega se dodatka so zelo vsestranski.
3. Enostavnost
Poleg opisa obremenitve izdelkom za puste cevi in spojne sisteme ni treba upoštevati preveč natančnih podatkov in strukturnih pravil.Delavci v proizvodni liniji jih lahko oblikujejo in izdelajo sami v skladu s pogoji lastne postaje.Za dokončanje postopka namestitve potrebujete le en šestrobi ključ M6.
4. Prilagodljivost
Lahko se oblikuje, sestavi in prilagodi glede na lastne posebne potrebe, ne da bi bil omejen z obliko delov, prostorom delovne postaje in velikostjo mesta.
5. Razširljivost
Prilagodljiv, enostaven za preoblikovanje in lahko kadar koli razširi strukturo in funkcijo.
6. Ponovna uporaba
Izdelki za puste cevi in spojne sisteme so standardizirani in jih je mogoče ponovno uporabiti.Ko se življenjski cikel izdelka ali procesa konča, je mogoče strukturo vitkih cevi in spojev spremeniti in originalne dele ponovno sestaviti v druge objekte, da izpolnijo nove zahteve, tako prihranijo proizvodne stroške in podpirajo varstvo okolja.
7. Izboljšajte učinkovitost proizvodnje in izboljšajte kakovost osebja
Sistem vitkih cevi in zgibov lahko pri zaposlenih spodbudi zavest o inovacijah.Nenehne izboljšave izdelkov in procesov lahko izboljšajo učinkovitost proizvodnje in izboljšajo kakovost zaposlenih, da bolje uresničijo upravljanje vitke proizvodnje.
☞ Kako narediti sistem vitkih cevi in spojev?
1. Priprava:
1.1 Izberite ustrezno strukturo in slog
Zaradi različnih funkcij obstaja več razlik v strukturi in slogu istih aplikacij sistema vitke cevi.Kako izbrati najprimernejšo strukturo in slog, je odlično povezano z uresničevanjem funkcije.Če ne veste, kako izbrati modele, nas kontaktirajte.
1.2 Potrdite risbo in shemo Risba lahko predvidi morebitne težave v proizvodnem procesu in jih pravočasno odpravi, da prepreči predelave v proizvodnem procesu ter izgubo časa in materiala.Kadar je shem več, se lahko za vsako shemo izdela idejna zasnova in v kolikor je to mogoče izrišejo pripadajoče skice.Izračunajte potrebne materiale, analizirajte proizvodne težave in se s sodelavci v oddelku pogovorite o obsežnih proizvodnih težavah in stroških, da določite načrt.
1.3 Ustvarite seznam povpraševanja po materialih
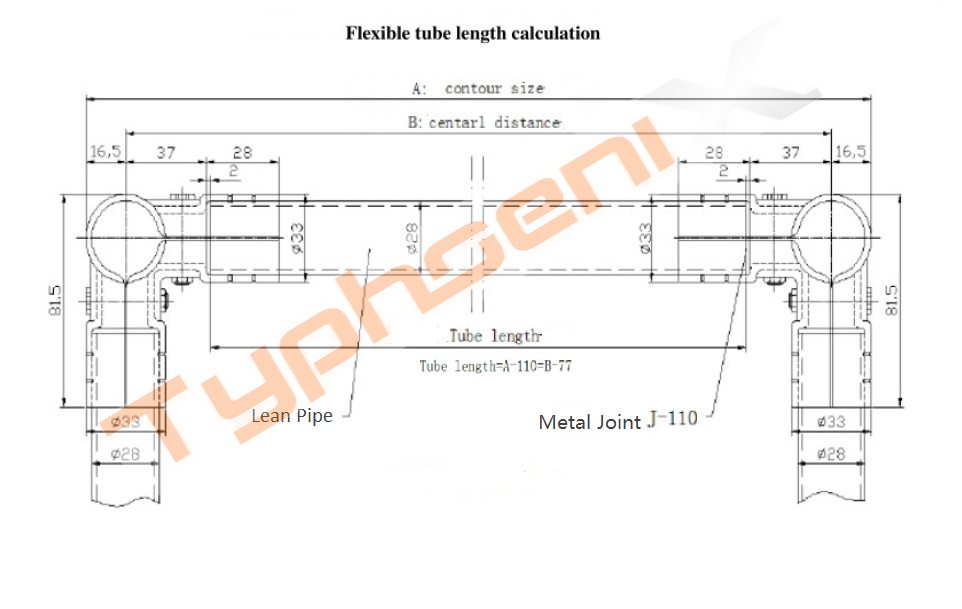
| Kovinske spojke in druge dodatke je možno kupiti glede na vrsto in količino risb, medtem ko je standardna dolžina nagnjene cevi 4 metre, pred uporabo jo je potrebno odrezati.Da bi povečali uporabo puste cevi in se izognili odpadkom, je treba narediti seznam puste cevi in ga ustrezno zmanjšati.Spodnja slika prikazuje diagram izračuna dolžine nasičene cevi.Dolžino rezanja vitke cevi v vsakem delu je mogoče izračunati s sklicevanjem in dodati na seznam povpraševanja po materialu. |
 |
1.4 Pripravite orodja
Orodja, potrebna za izdelavo vitkih sistemov cevi in spojev, vključujejo:
•Rezalni stroj: uporablja se za rezanje pustih cevi.Če ne želite opremiti stroja za rezanje, vam lahko zagotovimo storitev rezanja vitkih cevi, da zagotovimo ustrezno dolžino in količino pustih cevi glede na vaše zahteve. •Inbusni ključ: uporablja se za povezovanje nagnjenih cevi in kovinskih spojev •Merilni trak: izmerite dolžino nagnjene cevi • Marker: markiranje •Krivna žaga in električni ročni vrtalnik: uporablja se za rezanje in vrtanje plošče delovne mize (če je potrebno)
1.5 Pripravite materiale
Pripravite vse materiale, navedene v 1.3 Seznam povpraševanja po materialih, in nato začnite s proizvodnjo.
2. Proizvodnja
2.1 Rezanje tankih cevi
Z merilnim trakom izmerite dolžino nagnjene cevi in z markerjem označite položaj rezanja.Prepričajte se, da je dolžina skladna s tisto na seznamu materialov, sicer bodo nagnjene cevi in sistem spojev neenakomerni, struktura pa nestabilna.
Istočasno s pilo odstranite robove, ki nastanejo na rezu cevi, saj lahko robovi opraskajo ljudi in otežijo vstavljanje zgornjega pokrova.
2.2 Montaža okvirne konstrukcije iz vitke cevi
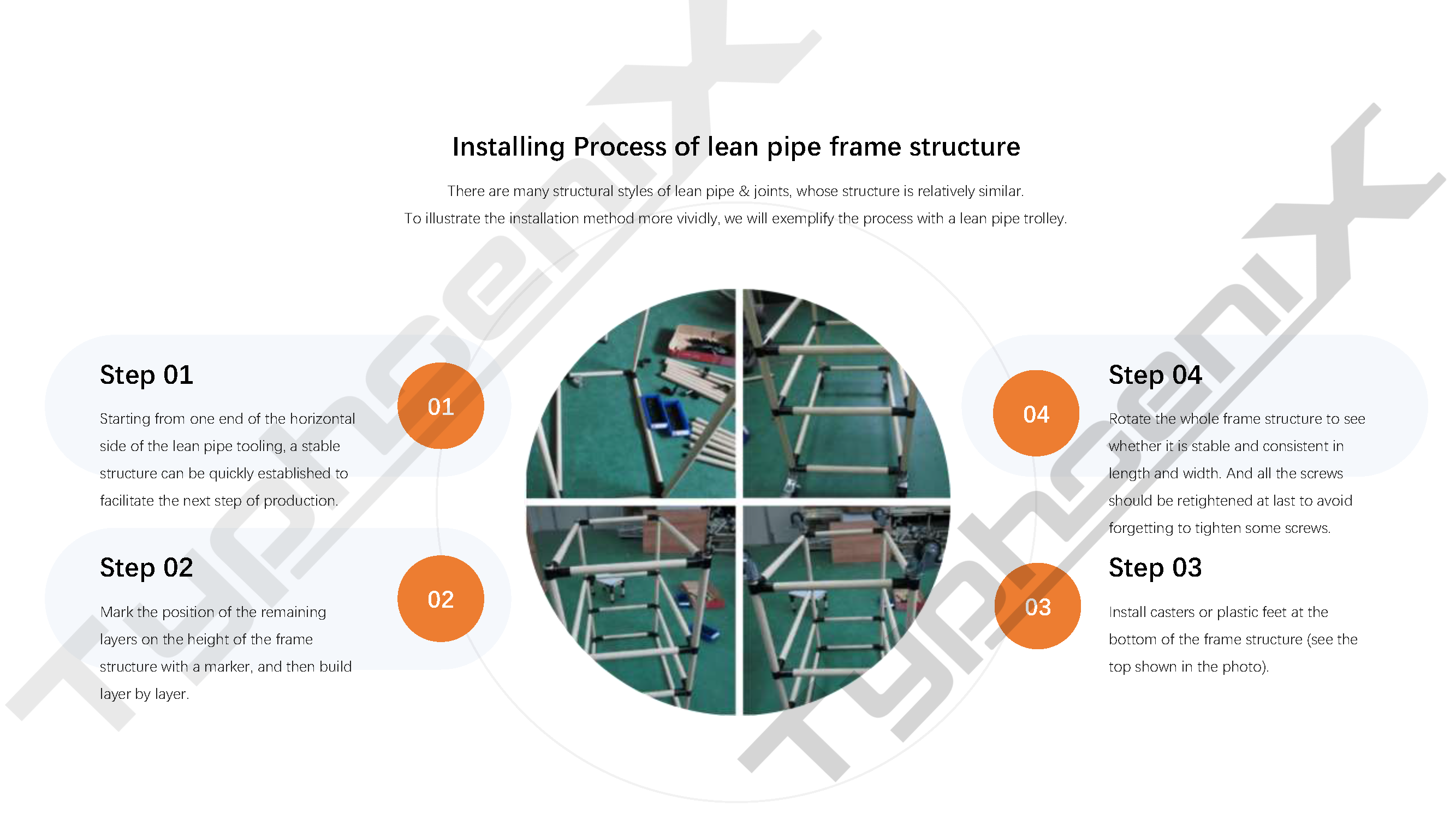
Obstaja veliko strukturnih slogov vitkih cevi in spojev, katerih struktura je razmeroma podobna.Za nazornejšo ponazoritev načina namestitve bomo postopek ponazorili z vozičkom za nagnjene cevi.
① Začenši z enega konca vodoravne strani orodja za nagnjene cevi je mogoče hitro vzpostaviti stabilno strukturo, ki olajša naslednji korak proizvodnje.
Opomba:Nagnjena cev, uporabljena v prvem nadstropju, mora biti skladna po dolžini, širini in višini, sicer bo nameščena v nepravilni obliki.
②Z markerjem označite položaj preostalih slojev na višini strukture okvirja in nato gradite plast za plastjo.Vsi kovinski spoji in nagnjene cevi morajo biti nameščeni na mestu v skladu z zahtevami zasnove, da se zagotovi, da je vsak pritrdilni vijak kovinskega spoja privit na svoje mesto.Po ceveh in spojih ni dovoljeno udarjati s trdim kladivom.Pri nameščanju stebra se prepričajte, da je pravokoten na tla, da se izognete poškodbam zaradi neenakomerne sile na celotnem okvirju.
③ Namestite kolesca ali plastične noge na dno konstrukcije okvirja (glejte zgornji del, prikazan na fotografiji).
Opomba:Bodite pozorni na privijanje vijakov v kolescih.S postopnim privijanjem vijakov se bo gumijasti obroček v kolescih postopoma razširil in na koncu bo tesno vpet v pusto cev.Če vijaki niso zategnjeni, se bo voziček za nasičene cevi med potiskanjem prevrnil, kar bo povzročilo poškodbe blaga ali delov zaradi padca.
④Zasukajte celotno strukturo okvirja, da vidite, ali je stabilna in skladna po dolžini in širini.In vse vijake je treba na koncu ponovno priviti, da ne pozabite priviti nekaterih vijakov.
⑤ Dodajte ploščo in druge materiale na okvir, da zadostite dejanskim potrebam uporabnika.
3. Čiščenje
Očistite delovno mesto, da olajšate druga dela.Dobre delovne navade so zagotovilo visoke delovne učinkovitosti.Pri vsakdanjem delu moramo razviti dobre navade.6S je še posebej pomemben pri upravljanju na kraju samem in pri vsakodnevnem delu.
Proizvodno osebje vitkih sistemov cevi in spojev na splošno potrebuje 2-3 ljudi in ni strogih zahtev glede usposobljenosti osebja.Vendar pa so sistemi vitkih cevi in spojk zelo praktični in kot infrastrukturo proizvodnje in delovanja podjetja jih je treba jemati resno.
Hkrati so sistemi z vitkimi cevmi in spoji na splošno veliki in raznoliki v obliki, številnih veščin v procesu namestitve pa ni mogoče opisati s podrobnimi besedami.Ta članek podaja le kratek uvod, ki ne odraža v celoti veščin in bistva proizvodnje vitkih cevi in spojnih sistemov.Hkrati bo v procesu urejanja neizogibno nekaj napak.Če najdete težave ali imate kakršne koli pripombe ali predloge, se obrnite na nas.