☞ Abantaila
1. Segurtasuna
Altzairuzko hodiak pisatzeko ahalmena bermatzen du, plastikozko gainazala leuna da piezen gainazaleko kalteak eta lantokian langileen lesioak murrizteko.
2. Normalizazioa
Bete ISO9000 eta QS9000 eskakizunak.Diametro eta luzera estandarrak eta bat datozen osagarri estandarrak aldakortasun sendoa egiten dute.
3. Sinpletasuna
Kargaren deskribapenaz gain, kanalizazio eta juntura-sistemako produktuek ez dute datu zehatzegirik eta egitura-araurik kontuan hartu behar.Ekoizpen lerroko langileek beraiek diseinatu eta fabrika ditzakete euren geltokiko baldintzen arabera.M6 giltza hexagonal bakarra behar da instalazio-prozesua amaitzeko.
4. Malgutasuna
Bere behar berezien arabera diseinatu, muntatu eta doitu daiteke piezen formak, lantokiaren espazioak eta gunearen tamainak mugatu gabe.
5. Eskalagarritasuna
Malgua, eraldatzeko erraza eta egitura eta funtzionamendua zabal ditzake edozein unetan.
6. Berrerabili
Tutu lean eta juntura-sistemako produktuak normalizatuak eta berrerabilgarriak dira.Produktu edo prozesu baten bizi-zikloa amaitzen denean, tutu eta juntura magaleen egitura alda daiteke eta jatorrizko piezak beste instalazio batzuetara munta daitezke eskakizun berriak betetzeko, beraz, ekoizpen-kostuak aurreztu eta ingurumena babesteko.
7. Ekoizpenaren eraginkortasuna hobetzea eta langileen kalitatea hobetzea
Tutu lean eta juntura sistemak langileen berrikuntzaren kontzientzia eragin dezakete.Produktu eta prozesuen etengabeko hobekuntzak ekoizpenaren eraginkortasuna hobetu eta langileen kalitatea hobetu dezake, ekoizpen lean kudeaketa hobeto gauzatzeko.
☞ Nola egin Tutu eta Lotura Sistema Lean?
1. Prestaketa:
1.1 Egitura eta estilo egokia hautatzea
Funtzio desberdinak direla eta, hainbat desberdintasun daude kanalizazio sistema meharreko aplikazio beraren egituran eta estiloan.Egitura eta estilo egokiena aukeratzeko moduak harreman handia du funtzioaren gauzatzearekin.Ereduak nola hautatu ez badakizu, jar zaitez gurekin harremanetan.
1.2 Berretsi marrazkia eta eskema Marrazkiak ekoizpen-prozesuan egon daitezkeen arazoak aurreikus ditzake eta garaiz zuzendu ditzake, ekoizpen-prozesuan birlantzea eta denbora eta material galtzea ekiditeko.Hainbat eskema daudenean, eskema bakoitzerako aurretiazko diseinu kontzeptuala egin daiteke eta dagozkion marrazkiak egin daitezke ahal den neurrian.Beharrezko materialak kalkulatu, ekoizpen-zailtasuna aztertu eta saileko lankideekin eztabaidatu ekoizpen-zailtasun eta kostu integralari buruz plana zehazteko.
1.3 Sortu Material Eskariaren Zerrenda
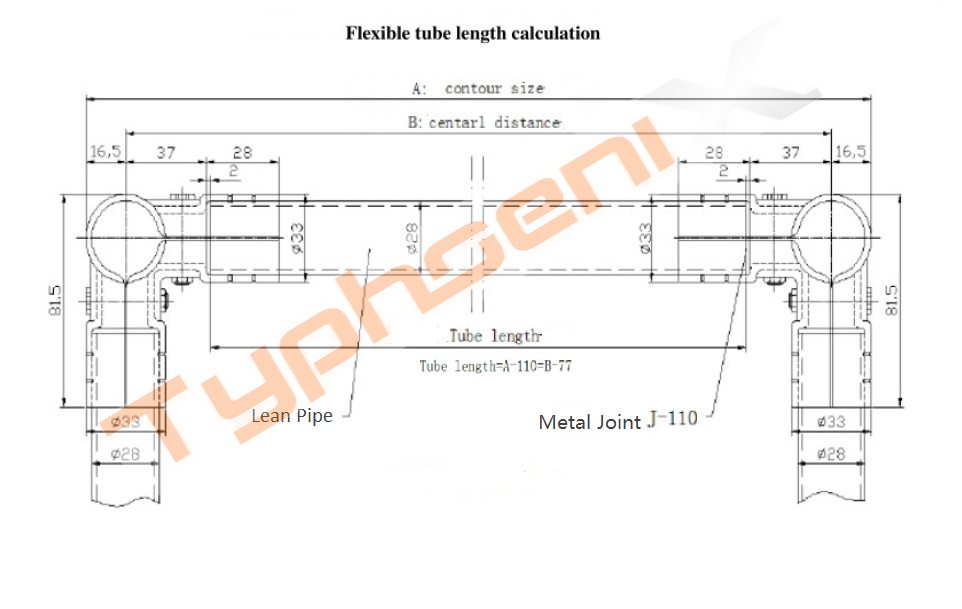
| Metalezko junturak eta bestelako osagarriak marrazki motaren eta kantitatearen arabera eros daitezke, hodi giharraren luzera estandarra 4 metrokoa den bitartean, erabili aurretik moztu behar da.Hondakinak saihesteko hodi makurren erabilera maximizatzeko, hodi makurren zerrenda egin behar da eta horren arabera moztu.Beheko irudian hodi magaleko luzeraren kalkulu-diagrama erakusten da.Zati bakoitzeko hodi giharraren ebaketa-luzera erreferentziaz kalkulatu eta material eskaeraren zerrendara gehi daiteke. |
 |
1.4 Tresnak prestatu
Tutu eta juntura sistemak fabrikatzeko beharrezkoak diren tresnak hauek dira:
•Ebakitzeko makina: hodi argalak mozteko erabiltzen da.Ebakitzeko makina bat hornitu nahi ez baduzu, hodiak mozteko zerbitzua eskain dezakegu, zure eskakizunen arabera dagokion luzera eta kantitatea eskaintzeko. •Allen giltza: tutu mehea eta metalezko junturak lotzeko erabiltzen da •Zinta neurgailua: neurtu tutu giharraren luzera • Markatzaile: markaketa •Zerra kurba eta esku zulagailu elektrikoa: mahaiko panela mozteko eta zulatzeko erabiltzen da (beharrezkoa bada)
1.5 Materialak prestatu
Prestatu 1.3 Material Eskariaren Zerrendan zerrendatutako material guztiak, eta gero hasi fabrikatzen.
2. Fabrikazioa
2.1 Tutu lean ebaketa
Erabili zinta neurgailua hodi giharraren luzera neurtzeko eta markatu ebaketa-posizioa errotulagailu batekin.Mesedez, ziurtatu luzera koherentea dela materialen zerrendakoarekin, bestela, hodi giharrak eta junturak sistema irregularrak izango dira eta egitura ezegonkorra izango da.
Aldi berean, erabili fitxategi bat hodiaren mozketan sortutako errebak kentzeko, errebak jendea urratu eta goiko estalkia sartzea zaildu dezaketelako.
2.2 Tutu lean-egituraren instalazioa
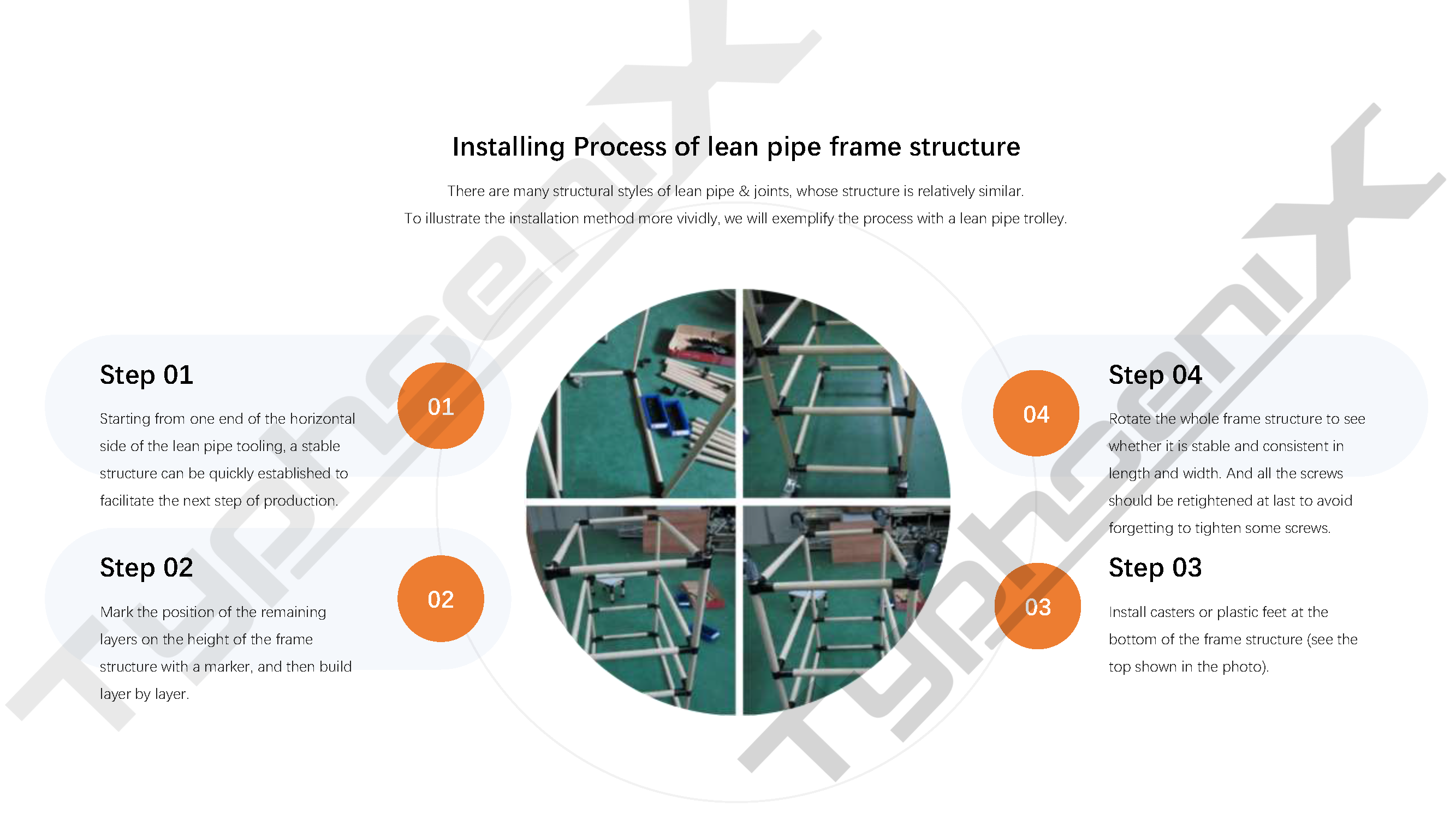
Tutu eta juntura giharren egitura-estilo asko daude, eta horien egitura nahiko antzekoa da.Instalazio-metodoa modu biziagoan ilustratzeko, prozesuaren adibide izango dugu tutu-orga gihar batekin.
① Hodi magaleko tresneriaren alde horizontalaren mutur batetik hasita, egitura egonkorra azkar ezar daiteke ekoizpenaren hurrengo urratsa errazteko.
Ohar:Lehen solairuan erabiltzen den hodi argalak luzera, zabalera eta altuera koherentea izan behar du, bestela forma irregularrean instalatuko da.
②Markatu markatzaile batekin gainerako geruzen posizioa marko-egituraren altueran eta, gero, eraiki geruzaz geruza.Metalezko junturak eta tutu makur guztiak diseinu-baldintzen arabera instalatuko dira, metalezko juntagailuak finkatzeko torloju bakoitza bere lekuan estututa dagoela ziurtatzeko.Ezin da hodiak eta junturak mailu gogor batekin jo.Zutabea instalatzean, ziurtatu lurretik perpendikularra dela, marko osoan indar irregularrak eragindako kalteak ekiditeko.
③ Jarri gurpilak edo plastikozko oinak markoaren egituraren behealdean (ikusi argazkian agertzen den goiko aldea).
Ohar:Erreparatu gurpiletako torlojuak estutzeari.Torlojuak pixkanaka estutzearekin batera, gurpiletako gomazko eraztuna pixkanaka zabaltzen joango da eta, azkenik, estutu egingo da hodi mahurrean.Torlojuak estutzen ez badira, hodi magaleko orga irauliko da bultzatzean, eta, ondorioz, ondasunak edo piezen erorketak eroriko dira.
④Biratu markoaren egitura osoa luzera eta zabaleran egonkorra eta koherentea den ikusteko.Eta torloju guztiak estutu behar dira azkenean, torloju batzuk estutzeaz ahazteko.
⑤ Gehitu plaka eta bestelako materialak markoari erabiltzailearen benetako beharrei erantzuteko.
3. Garbiketa
Garbitu lantokia beste lanak errazteko.Lan-ohitura onak lan-eraginkortasun handiaren bermea dira.Gure eguneroko lanean ohitura onak garatu behar ditugu.6S bereziki garrantzitsua da tokiko kudeaketan eta eguneroko lanean.
Tutu eta juntura sistemen produkzioko langileek, oro har, 2-3 pertsona behar dituzte, eta ez dago langileen trebetasunen baldintza zorrotzik.Hala ere, tutu makur eta juntura sistemak oso praktikoak dira eta enpresaren ekoizpen eta ustiapen azpiegitura denez, serio hartu behar dira.
Aldi berean, tutu makur eta juntura sistemak, oro har, forma handiak eta askotarikoak dira, eta instalazio prozesuan trebetasun asko ezin dira hitz zehatzetan deskribatu.Artikulu honek sarrera labur bat baino ez du ematen, eta horrek ez ditu guztiz islatzen kanalizazio lean eta sistema bateratuen ekoizpenaren trebetasunak eta funtsa.Aldi berean, ezinbestean akats batzuk egongo dira edizio prozesuan.Arazoren bat aurkitzen baduzu edo iruzkin edo iradokizunik baduzu, jar zaitez gurekin harremanetan.